
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验






联系人:何经理
电 话:177-9962-1286
网 址:www.xjguandao.net
地 址:乌鲁木齐市米东区开源街386号
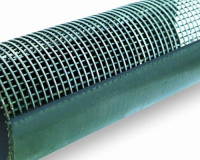
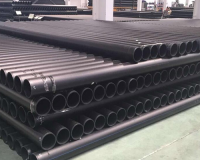
新疆钢丝网骨架复合管是近年来管道的一种新型管道,施工工艺简单,耐腐蚀性强。主要用于埋地管道的安装。作为室外空气附着时,管道暴露在阳光下后容易变形,应采取防紫外线措施。但施工过程中也存在一些问题。管件难以控制,没有管件就无法施工。管件质量没有检验标准,管件电阻丝质量无法检测。
1.钢丝网骨架复合管的焊接原理和特点。1.钢丝网骨架复合塑料管件嵌有电阻丝。电熔焊接是通过加热电阻丝来加热电阻丝。当电流足够大,通电时间足够长时,电熔管件与管道的接触部分会完全融化粘合,然后冷却一段时间,达到焊接目的。2.电熔管件的内径不应小于管道的外径。新疆钢骨架复合管生产厂家为大家了解:尽量使电熔管件与管道之间流动少量间隙,方便管道充分插入管件,为管件与管道加热后的熔化材料留下一定的膨胀空间,减少管道中的部分残余压力,防止熔化材料挤入非熔化区。
2.焊接工具准备1。电源:电源容量应满足电熔焊机(380V)的要求。2.电源线:电源线不宜过长,以不超过20米为宜,否则在选择电源容量时应考虑电源线的降压。3.电熔焊机。管道切割机由制造商提供。HTD-10型电热熔焊机表示参数:50V档位表示A,100V档位表示B,150V档位表示C;HTD-8型电热熔焊机表示参数:40V档位表示1,80V档位表示2,130V档位表示3,180V档位表示4,220V档位表示5。4.刮刀:用于将管道插入管件中清洗。
3.管道及管件的预处理。1.管道与管件连接时,断面应先加密封环。如果没有密封环,可以用与管材相同的焊丝焊接管口,防止管道内嵌钢丝被腐蚀。2.用刮刀清理管道焊接区域表面的氧化层和污垢,并标记管件的深度。3.管道内的污垢应处理。4.纠正待焊接的两根管道,确保其在同一轴上,调整管道与管件之间的间隙,尽可能均匀。

4.焊接和冷却1。焊接前检查:焊机检查正常后,用焊接输出线连接焊机和管件,确保连接牢固。2.焊接参数:新疆钢骨架复合管生产厂家分享根据电熔管件的焊接参数设置焊接电压和时间(见附表)。3.焊接:焊接电熔管件时,在此过程中要时刻注意观察溶接情况,用手感受焊接处的热度,从而调整溶接时间。4.冷却:电热熔焊后,关闭电源,将焊接管件冷却到规定时间(根据管件规格不同,时间约20~60分钟,详见附表)
5.管件。管道焊接中应注意的问题。1.焊接过程中如遇停电或其他意外情况,需要中断焊接时,恢复正常后可重新设置焊接参数进行焊接。试压后发现漏点时,也可重新设置焊接参数进行焊接。2.焊接冷却过程中不得碰撞。移动焊接管件和管道,以免影响焊接质量。3.焊接管道系统时,应从管道一端依次操作,避免因疏忽造成漏焊。新疆钢丝网骨架复合管生产厂家为大家了解当所有或局部管道系统完成试压时,应对焊口进行修复,对漏焊或不符合焊接要求的管件进行修复和更换,直至确认无误。4.规定De50~De200每段升压时间为30秒。在了解该地区环境温度和焊机性能的情况下,应根据电流进行焊接。5.焊接时,必须根据厂家提供的焊接参数表调整不同管件的焊接电压和电流。当环境温度不是20℃±5时,应适当调整焊接电压和电流。6.管件的电阻丝分为嵌入式管件和暴露式两种,不同管件的电压和电流差异很大。必须根据制造商提供的焊接参数进行焊接,以免损坏管件。



 地址:乌鲁木齐市米东区开源街386号
地址:乌鲁木齐市米东区开源街386号 电话:177-9962-1286
电话:177-9962-1286 网址:www.xjguandao.net
网址:www.xjguandao.net