
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验






联系人:何经理
电 话:177-9962-1286
网 址:www.xjguandao.net
地 址:乌鲁木齐市米东区开源街386号
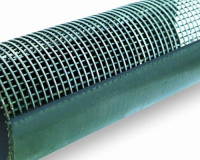
钢丝网骨架复合管注射成型的三个工艺条件是温度、压力和时间。如果我们不能正确掌握注射成型技术,容易影响产品的质量和寿命,为了保证后期的使用效果,理解相关的操作方法,接下来一起理解吧。
新疆钢丝网骨架聚乙烯复合管属于厚壁部件。为了避免冷却过程中温差过大造成的内应力,料筒温度应较低。筒体温度的分布,一般由料斗到喷嘴的温度由低到高,使聚乙烯温度平稳升高,达到均匀塑化的目的。为了防止聚乙烯过热,喷嘴附近的温度略低。模具温度对产品的内部性能和外观质量有很大影响。模具温度不仅会直接影响产品的结晶度和结晶结构。所以聚乙烯(PE)管件模具适用于中等模温,对聚乙烯(PE)材料而言,冷却速度适宜,聚乙烯结晶度适中,物理力学性能好。

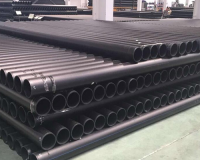
钢丝网骨架复合管注射过程中的压力包括背压和注射压。使用螺杆注塑机时,螺杆顶部的熔融物在螺杆旋转后退时所受的压力称为背压。通常,背压的增加会提高钢丝网骨架聚乙烯复合管熔体的温度均匀性和混合均匀性。提高背压也有利于排出熔体中的气体,增加熔体的致密性,从而增加机器的注射量。对于原材料,增加背压可以提高熔体的温度、成分和颜色的均匀性。
新疆钢丝网骨架聚乙烯复合管在整个成型周期中,注射时间和冷却时间对产品质量有决定性的影响。因此,为了更好地提高工作效率,我们必须及时掌握相关要求和方法。




 地址:乌鲁木齐市米东区开源街386号
地址:乌鲁木齐市米东区开源街386号 电话:177-9962-1286
电话:177-9962-1286 网址:www.xjguandao.net
网址:www.xjguandao.net