
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验






联系人:何经理
电 话:177-9962-1286
网 址:www.xjguandao.net
地 址:乌鲁木齐市米东区开源街386号
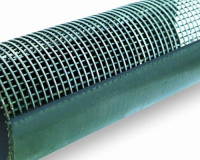
新疆钢丝网骨架复合管厂家需要工具:钢骨架塑料复合管专用焊机、注塑枪、往复锯、钢骨架塑料复合管专用焊条、夹具、热风枪、内磨机、角磨机、钢丝绳、张紧器等。
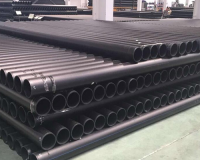
钢骨架塑料复合管断管前,用盒尺或其他测量工具准确测量管段长度,并做好标记;然后,使用齐口纸等辅助工具在管道外壁上画一个垂直于管道轴向的圆;使用往复锯沿圆周线断开管道。
注意,断管端面应垂直于管道纵轴,断管后端面应平整,严禁切断管件。
新疆钢丝网骨架复合管断面开槽前,先用丝钳将钢丝的纬度线向环移除,将纬度线断头钉入管壁塑料中,然后将端面打磨平整。新疆钢丝网骨架复合管厂家说开槽深度应为3-4mm,宽度应以经度线为中心,向两侧延伸,以消除槽壁与骨架经度线之间的环向连接,但应保证管道内外壁的塑料厚度不小于2mm。

请注意,在清除纬度时,管道的内外管壁不应损坏,端部表面的所有裸露骨架纬度应一起清除。凹槽的深度应一致。光滑,宽度应均匀,凹槽壁不能与经线连接。纬度线。
首先,用预热的焊枪预热并吹扫槽体,然后用抛光的焊条准备密封。密封焊接时,焊条头应靠在槽底,并依次连续焊接。上下焊条之间必须有适当长度的搭接。如果不能连续焊接,上下焊条的起始处应错开。
新疆钢丝网骨架复合管需要注意的是,焊条的搭接接头应采用角磨机或刀片制作斜角,塑料焊条的密封厚度应不小于3mm,即两个圆周。
钢骨架塑料复合管焊条密封视频,首先去除残留物质,等待注塑枪预热7分钟,新疆钢丝网骨架复合管厂家说用焊枪预热和清洗槽,插入焊条开始进料,焊接后,将塑料挤压在注塑枪中,然后将热风枪调整到0吹1分钟,热风枪冷却后可关闭,以免损坏部件。
请注意,在预热时间之前,禁止启动进料,并且挤出材料不应有光泽。碳化现象。密封焊接时,注塑枪的热风口必须与熔融表面对齐。暂停时,注塑枪机体内不得有多余材料。



 地址:乌鲁木齐市米东区开源街386号
地址:乌鲁木齐市米东区开源街386号 电话:177-9962-1286
电话:177-9962-1286 网址:www.xjguandao.net
网址:www.xjguandao.net